Project Overview
DATANG successfully completed the design, manufacturing, inspection, and delivery of 12 customized finned tube heat exchangers for a cement plant project in Kenya.
The project required reliable heat recovery equipment capable of operating under demanding industrial conditions. Based on the customer’s process parameters and operating requirements, our engineering team developed a tailor-made heat exchanger solution to ensure efficient heat transfer performance, long service life, and stable operation.
From Technical Inquiry to Engineering Solution
The project began with a detailed technical discussion between our engineering team and the customer.
After receiving the operating data, including working medium, temperature range, pressure requirements, and installation limitations, our engineers conducted thermal calculations and mechanical design analysis.
Several rounds of technical communication were carried out to optimize:
- Heat transfer efficiency
- Pressure drop performance
- Equipment dimensions
- Material selection
- Maintenance accessibility
After the final design was approved, detailed manufacturing drawings were prepared and submitted for customer confirmation before production commenced.
Strict Material Control and Manufacturing Process
To ensure product reliability and compliance with project specifications, all raw materials underwent comprehensive incoming inspection before entering production.
The inspection scope included:
- Material certificates verification
- Chemical composition review
- Dimensional inspection
- Surface condition examination
- Traceability identification
Only qualified materials were released to production.
The manufacturing process was carried out according to approved drawings and documented quality procedures.
Comprehensive Quality Inspection Throughout Production
Quality control was implemented at every critical manufacturing stage.
1 First Article Inspection (FAI)
The first completed component was thoroughly inspected to verify dimensional accuracy and manufacturing compliance before batch production.

2 In-Process Inspection
During fabrication, our QC team continuously monitored:
- Tube preparation
- Fin manufacturing
- Welding quality
- Assembly dimensions
- Surface finishing
All inspection records were documented and maintained for project traceability.
3 Final Inspection
Before shipment, each heat exchanger underwent comprehensive final inspection to verify compliance with customer specifications and project requirements.

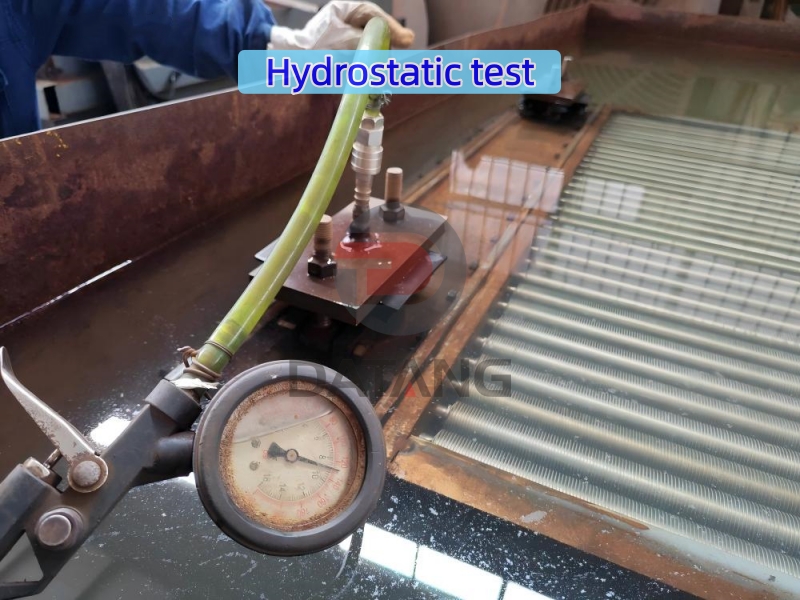
Hydrostatic Pressure Testing
To ensure pressure integrity and operational safety, all 12 finned tube heat exchangers successfully passed hydrostatic pressure testing.
The tests verified:
- Pressure resistance
- Weld integrity
- Leakage prevention
- Structural reliability
All testing procedures were performed according to applicable standards and customer requirements.
Third-Party Inspection and Customer Witness
In addition to internal quality control procedures, the project also required independent third-party inspections.
The inspection agency reviewed:
- Material documentation
- Manufacturing records
- Dimensional reports
- Welding documentation
- Hydrostatic test results
- Final product quality
The equipment successfully passed all customer-specified inspection requirements before shipment approval.
Project Result
The successful completion of this Kenya cement plant project demonstrates DATANG’s capability to manage complete heat exchanger projects from engineering design through final delivery.
Our experience covers:
- Customized finned tube heat exchanger design
- Cement plant heat recovery applications
- Thermal performance optimization
- Strict quality management
- Hydrostatic testing
- Third-party inspection coordination
- International project execution
Today, the 12 finned tube heat exchangers have been delivered to the customer, providing an efficient and reliable heat transfer solution for the cement production process.
This project reflects our commitment to engineering excellence, manufacturing quality, and dependable customer support for industrial heat exchange applications worldwide.
Equipment Technical Specifications
The heat exchangers supplied for this project were specially engineered according to the operating conditions of the cement production process.
Main Design Parameters
| Item | Specification |
| Heat Exchanger Type | Finned Tube Heat Exchanger |
| Quantity | 12 Units |
| Tube Material | SA179 |
| Fin Material | Aluminum |
| Tube Size | 38mm |
| Fin Type | Extruded Fin |
| Design Pressure | 0.2~0.3 Mpa |
| Design Temperature | 356°F |
| Heat Transfer Area | 150 ㎡ |
| Working Medium | water |
All equipment was manufactured strictly according to the approved engineering drawings and customer specifications.
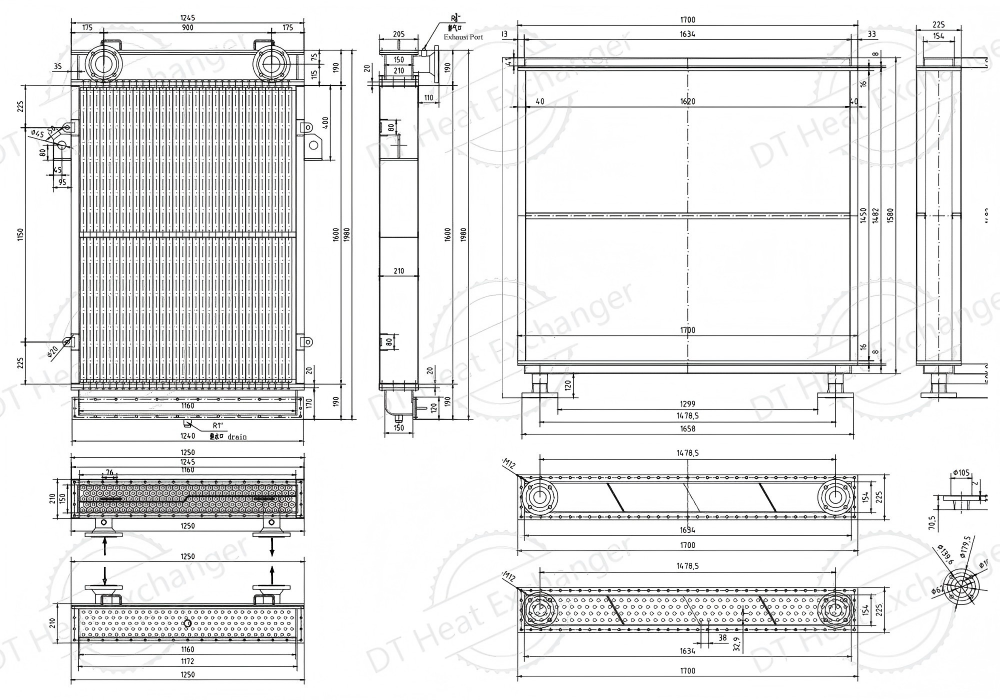
Engineering Drawings
Detailed manufacturing drawings were developed and approved before production.
The design process included:
- Thermal calculation
- Mechanical design verification
- Pressure resistance assessment
- Structural optimization
- Fabrication drawing preparation
Why Finned Tube Heat Exchangers Were Selected
For this cement plant project, the customer required efficient heat transfer while maintaining a compact installation footprint.
Compared with conventional bare tube heat exchangers, finned tube heat exchangers provide a significantly larger external heat transfer surface area, making them particularly suitable for gas-to-air and gas-to-liquid heat recovery applications commonly found in cement manufacturing plants.
The selected finned tube design enabled the customer to improve thermal efficiency without increasing equipment size.
Finned Tube Heat Exchanger vs Bare Tube Heat Exchanger
One of the key reasons customers in the cement industry choose finned tube heat exchangers is their superior heat transfer performance.
| Comparison Item | Finned Tube Heat Exchanger | Bare Tube Heat Exchanger |
|---|---|---|
| Heat Transfer Area | Much Higher | Limited |
| Thermal Efficiency | Higher | Lower |
| Equipment Size | More Compact | Larger |
| Energy Recovery Capability | Excellent | Moderate |
| Installation Space Requirement | Smaller | Larger |
| Operating Cost | Lower in Long-Term Operation | Higher |
| Suitability for Exhaust Gas Applications | Excellent | Limited |
Key Advantage
In cement plants, exhaust gases often possess substantial recoverable thermal energy.
A finned tube heat exchanger can significantly increase the air-side heat transfer coefficient by expanding the heat transfer surface area, allowing more energy to be recovered from flue gas streams than a conventional bare tube design.
This results in:
- Reduced fuel consumption
- Improved energy efficiency
- Lower operating costs
- Better sustainability performance
Typical Applications of Finned Tube Heat Exchangers in Cement Plants
The Kenya project is one example of how finned tube heat exchangers can improve thermal efficiency in cement production facilities.
Waste Heat Recovery Systems
Recovering heat from kiln exhaust gases and cooler exhaust systems to improve overall plant energy efficiency.
Raw Material Drying
Supplying heated air for drying limestone, clay, slag, gypsum, and other raw materials before processing.
Coal Grinding and Drying Systems
Providing hot air required during coal pulverization and fuel preparation processes.
Clinker Cooler Heat Recovery
Recovering thermal energy from clinker cooling systems for reuse elsewhere in the plant.
Combustion Air Preheating
Preheating combustion air before entering burners to improve fuel utilization and reduce energy consumption.
Dust Collection and Air Handling Systems
Maintaining process air temperature within filtration and environmental control systems.
Cement Plant Energy-Saving Retrofit Projects
Replacing traditional bare tube equipment with high-efficiency finned tube heat exchangers to increase heat recovery performance without major system modifications.
Quality Assurance and Inspection

Project Result


Post time: Jun-17-2026